
.jpg)
Tape Quality Control: The Safety Line for Precision Components
In the electronic industry‘s assembly line, the tape serves as the "bodyguard" for precision components such as surface mount resistors and IC chips, ensuring their safe delivery to the surface mount machine. The reliability of this "line of defense" directly affects the quality of the final product - a cavity deviation of 0.1 millimeters may break the chip, surface dust can lead to poor soldering, and the failure of anti-static measures can even damage sensitive components. A scientific and rigorous quality control process is the core guarantee for the tape to safeguard the safety of components.
The First Checkpoint: Source Control of Raw Materials
Quality control for carrier tape starts from the raw material stage. The raw materials such as PS, PC, and PET used in production should be sourced from long-term and stable cooperative suppliers, and these suppliers must pass strict qualification reviews and long-term cooperation verification. Even so, the raw materials still need to pass inspection batch by batch before being stored in the warehouse. 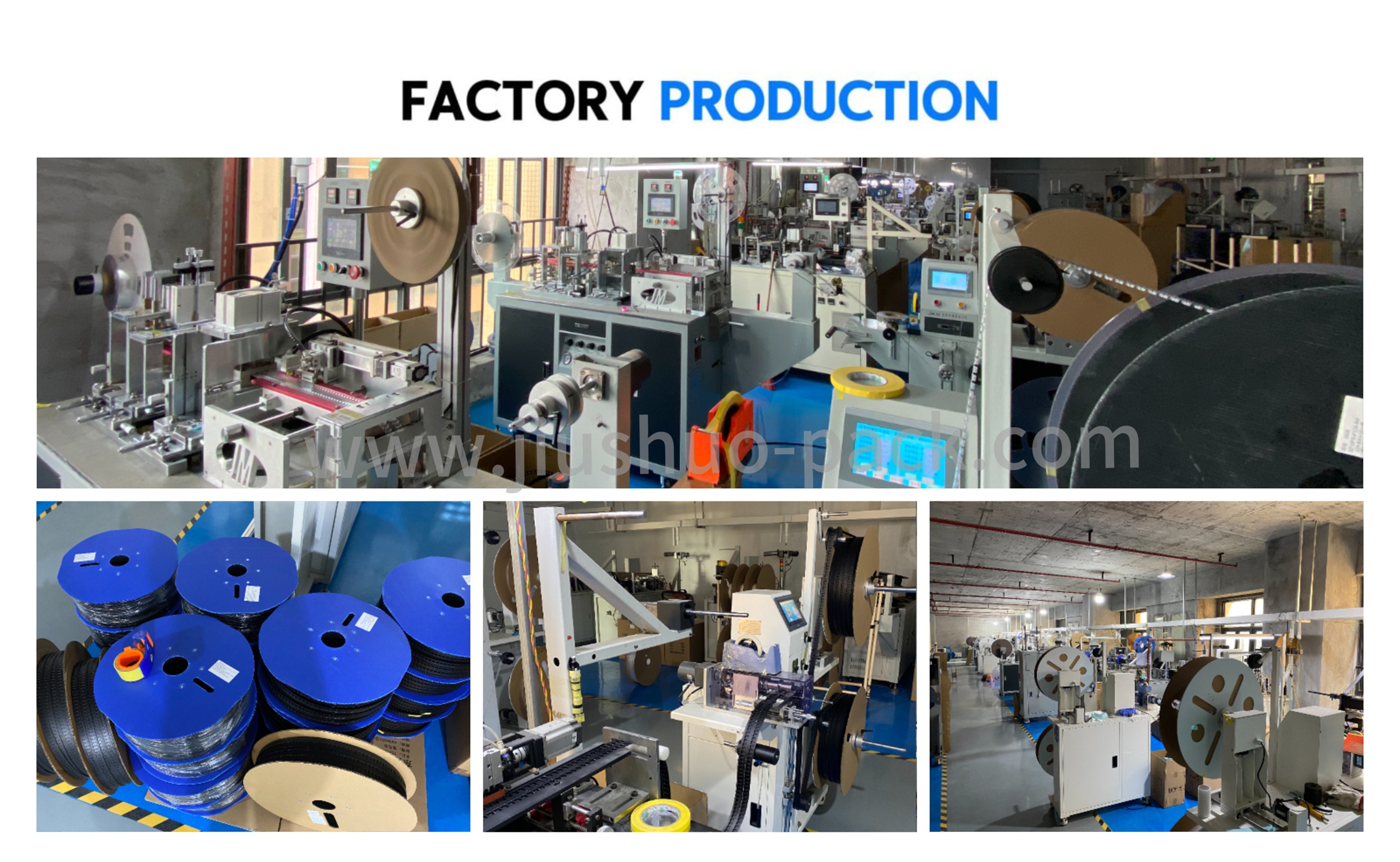
The spectrometer, thickness gauge and other equipment beside the raw material warehouse are always on standby. Each batch of raw materials must undergo a series of "physical examinations": the spectrometer detects the purity of the components to prevent inferior or recycled materials from being mixed in; the thickness gauge precisely measures the tolerance of the base material to ensure the error is controlled within ±0.02 millimeters; for anti-static dedicated raw materials, they also need to be spot-checked by the surface resistance tester to ensure the resistance value is stable within the safe range of 10^6 - 10^9 Ω. The supplier qualification certificates and inspection reports of each batch of raw materials correspond one by one and are archived to achieve full traceability throughout the entire chain.
Core link: Dual monitoring of the production process
During the production process, the "machine initial inspection + manual re-inspection" is a key mode. When the carrier tape is formed, high temperature and high pressure can easily cause cavity offset. The CCD vision inspection equipment will monitor hundreds of cavities per meter of carrier tape in real time. If the size deviation exceeds 0.05 millimeters or there are burrs on the edges, it will immediately trigger a stop alarm.
To make up for the limitations of the machines, the inspection personnel conduct a patrol every 15 minutes, using a caliper to recheck the key dimensions and filling in the inspection records which contain over 20 items such as the inspection time and equipment number. Any abnormal situation needs to be confirmed and rectified with the signatures of both the inspector and the team leader. Regarding tensile strength, the tensile testing machine beside the production line samples and tests every 30 minutes to ensure that the breaking tensile force is no less than 15N. The inspectors will also randomly repeat the tests to avoid data deviations.
Final Defense: Comprehensive Inspection of Finished Products Before Leaving the Factory
Before leaving the factory, all finished products must undergo a full manual inspection. A professional inspection team, equipped with high-definition magnifying glasses and anti-static gloves, inspects each roll in detail. Products with a deviation in the positioning hole spacing exceeding 0.1 millimeters are directly removed. After passing the inspection, they are wiped clean with a dust-free cloth, packaged in anti-static bags, and the outer boxes are marked with humidity warnings and traceability codes. The full inspection results are simultaneously entered into the factory inspection report, corresponding to the production patrol inspection records, for easy retrieval and verification at any time.
Jiushuo‘s quality control advantage: the perfect complementarity of machines and human labor
Having been deeply engaged in the carrier tape field for many years, Jiushuo has established a multi-mode quality control system featuring "machine precision screening + manual inspection + full inspection" to ensure product quality. The precise and efficient operation of machines complements the meticulous and rigorous manual inspection, and a complete record system makes the quality control process "traceable". This model not only enables its products to pass multiple certifications such as RoHS and UL EIA-481, but also keeps the customer rework rate below 0.1% for three consecutive years, effectively reducing the component loss rate to an extremely low level, making it a reliable benchmark for carrier tape quality.

 Emial
Emial John Mr
John Mr


